アルミニウム箔(板厚11μm)の打抜き加工性試験結果
アルミニウム(Al)箔の打抜きテストを実施した。
アルミ箔は、軽い、融解温度が低い、熱伝導性が良いなど、様々な特色があり、家庭用品から医療、宇宙技術分野まで、幅広い用途がある。
中でも、電池分野では、コバルト・ニッケル・マンガンなどのリチウム遷移金属酸化物を表面に塗布した形で、リチウムイオン二次電池やリチウムイオンキャパシタに、正極集電体として広く使用される。
今回は電極基材としての使用を想定し、板厚11μmの試験片を精密打抜き治具(クリアランス2μm)により打抜き加工する試験を行った。
試験仕様
試験対象素材
材 質 :アルミニウム(Al、純アルミ)
板 厚 :11μm
材料商品名:東洋アルミエコープロダクツ製 N154
主要用途 :リチウムイオン二次電池正極材、等
使用試験設備
打抜き用治具:目視抜き用小型打抜き金型( 野上技研製 電極抜きハンドパンチ )
打抜き穴径 φ10.0mm
パンチ-ダイ間クリアランス 2μm
検査顕微鏡 マイクロスコープ(キーエンス製 VHX-1000 )
拡大倍率 ~2500倍
試験結果
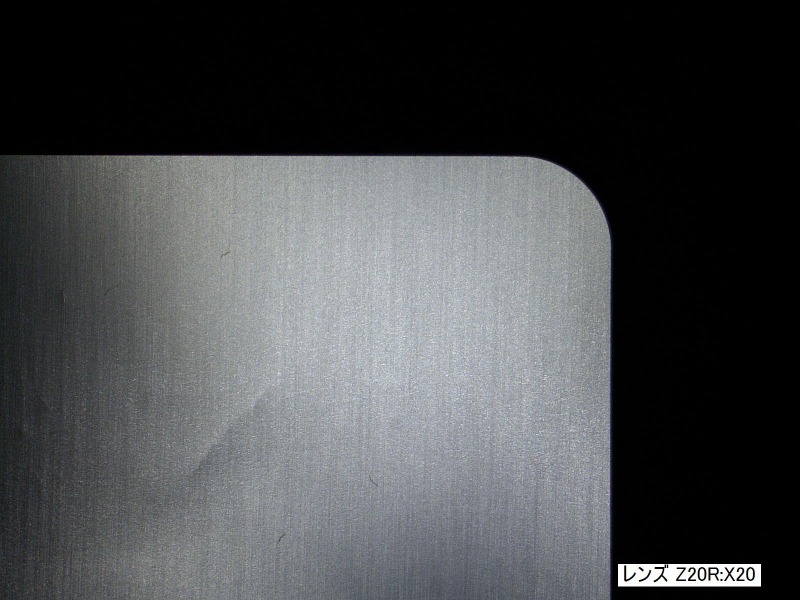
加工後上面
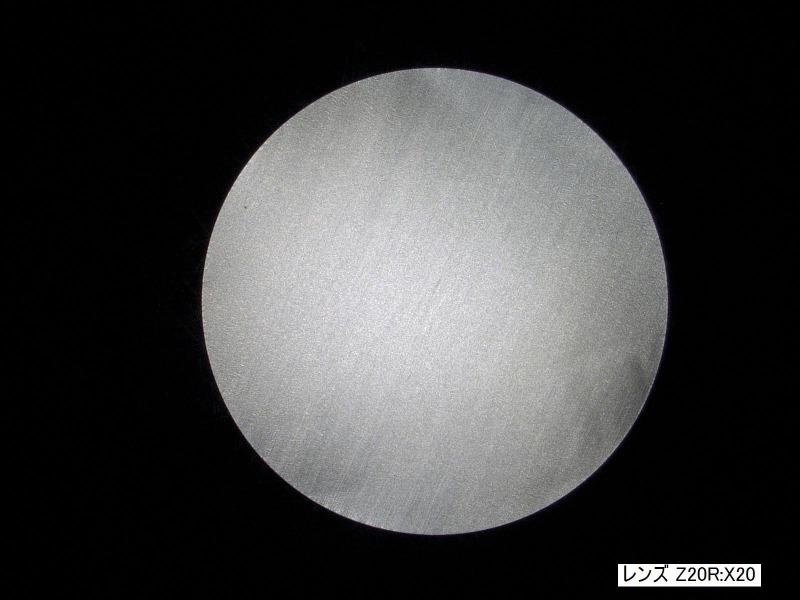
上面からの観察では、バリやダレ、目立った変形は認められず、良好な加工結果が得られている。
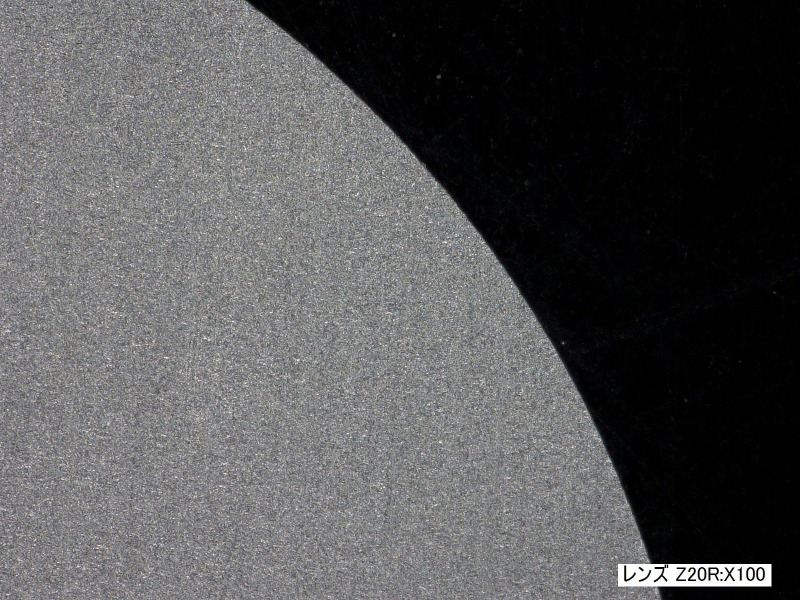
加工後断面

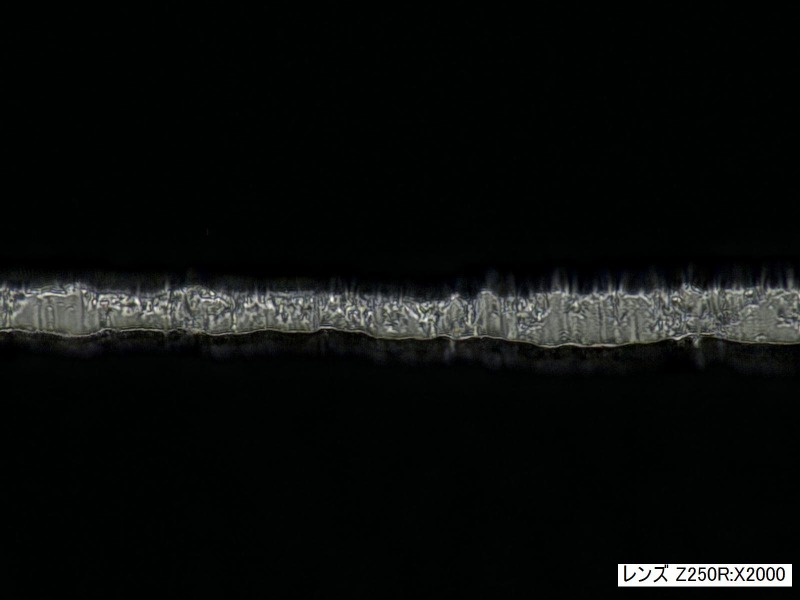
300倍では、目立つバリや変形は認められない。
2000倍まで拡大したところ、変形がみられる。刃先形状の工夫や材料の押さえ機構の採用により、 変形を抑える工法が有効と考えられる。
よって、以下の条件による追加試験を実施する。
追加試験
さらに良好な断面品質を得るため、 押さえ機構付金型を使用して、追加試験を行った。
試験仕様
試験対象素材
材 質 :アルミニウム(Al、純アルミ)
板 厚 :11μm
材料商品名:東洋アルミエコープロダクツ製 N154
主要用途 :リチウムイオン二次電池正極材、等
使用試験設備
打抜き用治具:押さえ機構付き打抜き金型
打抜き穴径 50×50mm
パンチ-ダイ間クリアランス:2μm
検査顕微鏡 マイクロスコープ(キーエンス製 VHX-1000 )
拡大倍率 ~2500倍)
|試験結果
打抜き加工部画像
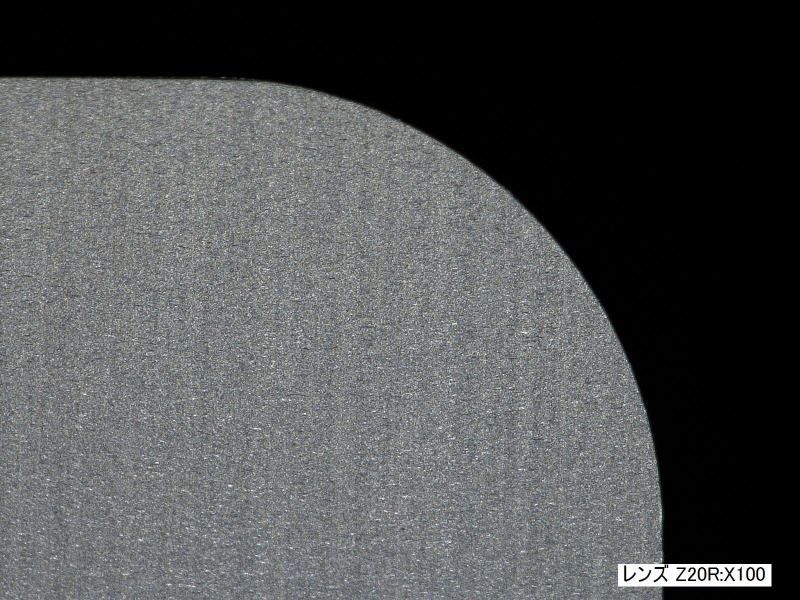
上面からの観察では、バリ・変形は見られない。
打抜き加工後の素材断面
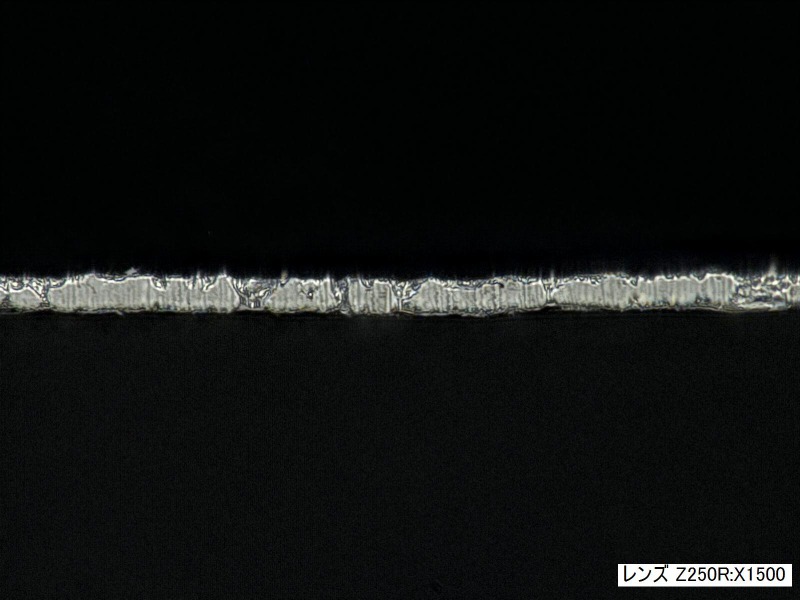
打抜き品質に改善が見られる。